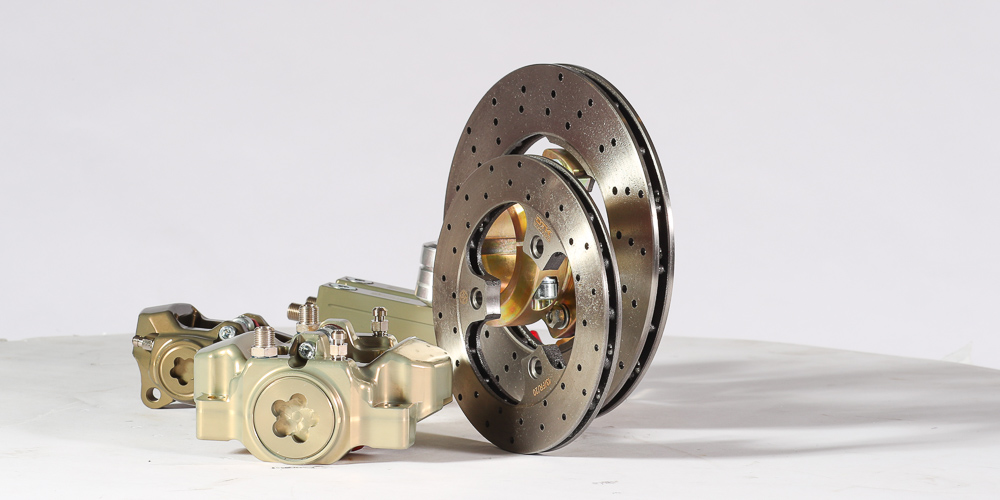
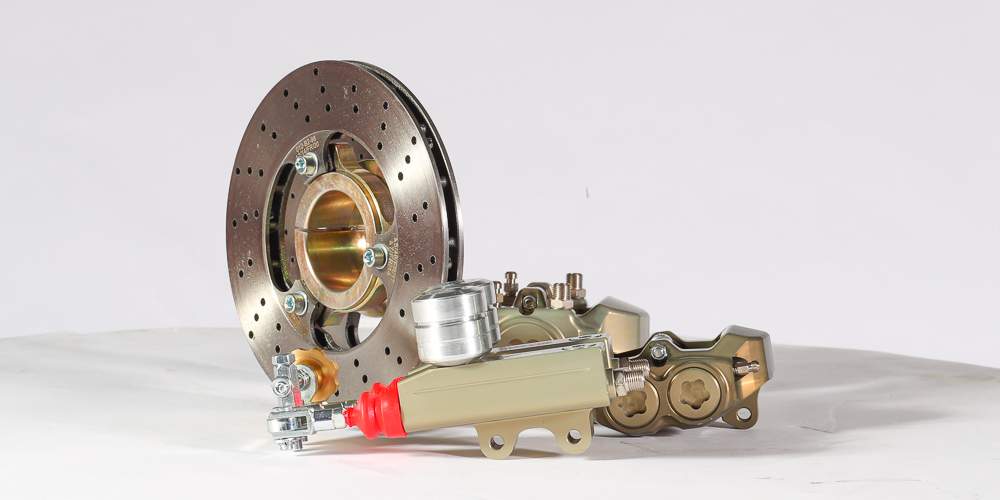
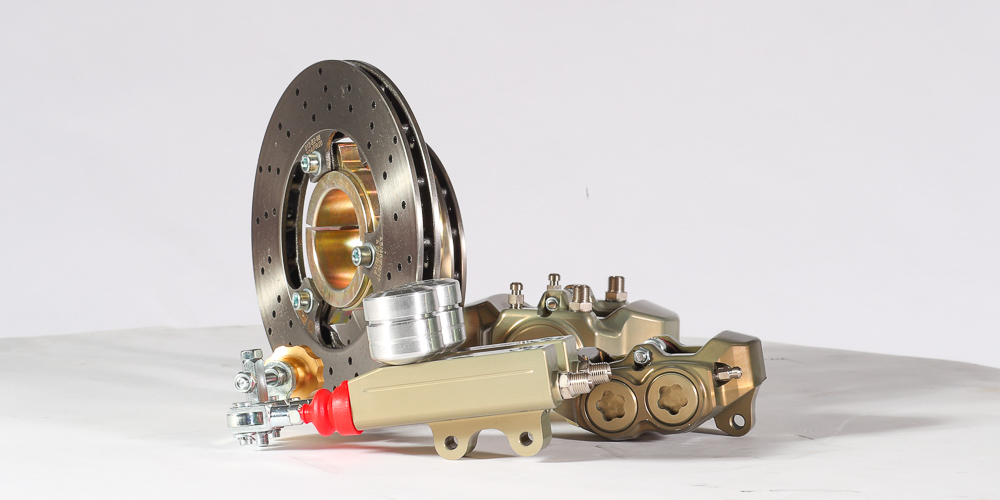
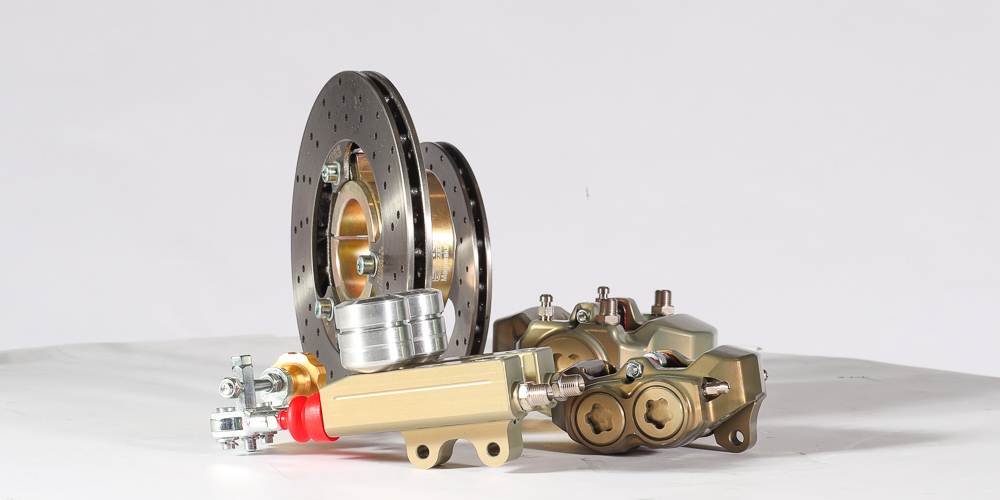
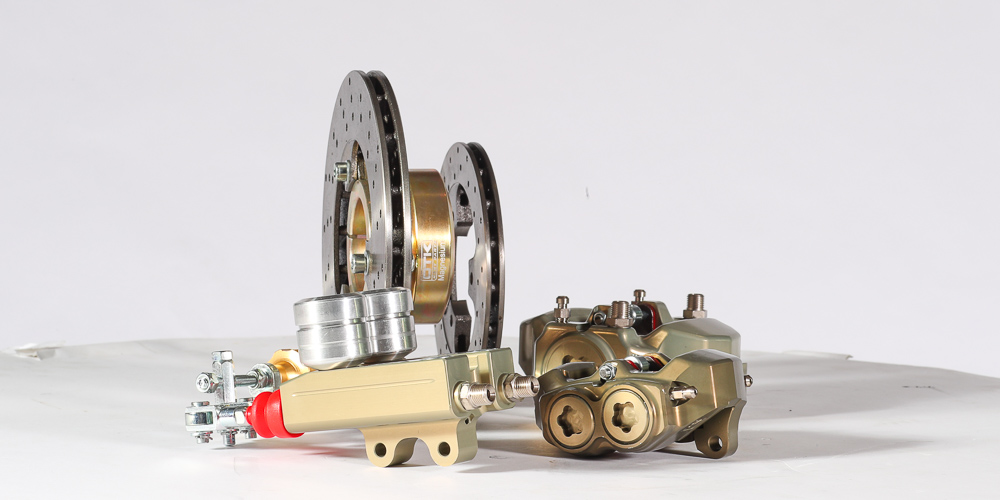
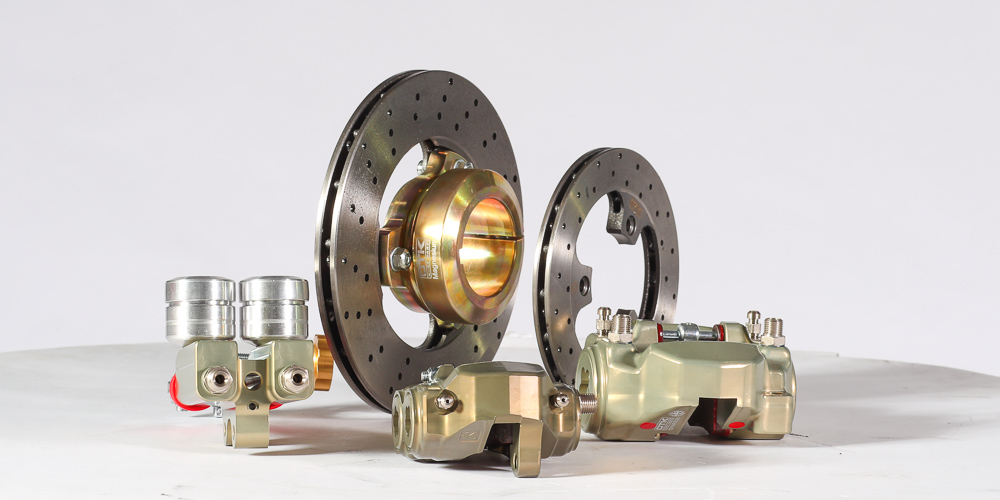
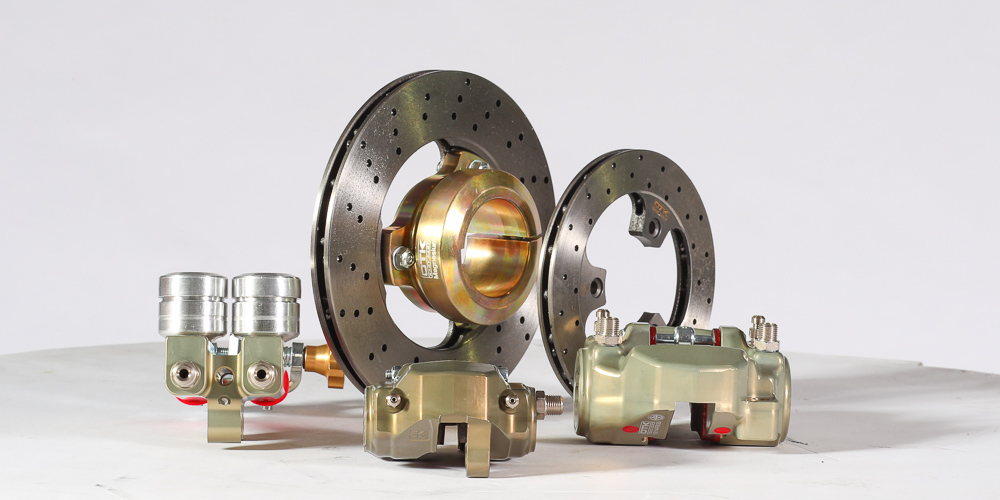
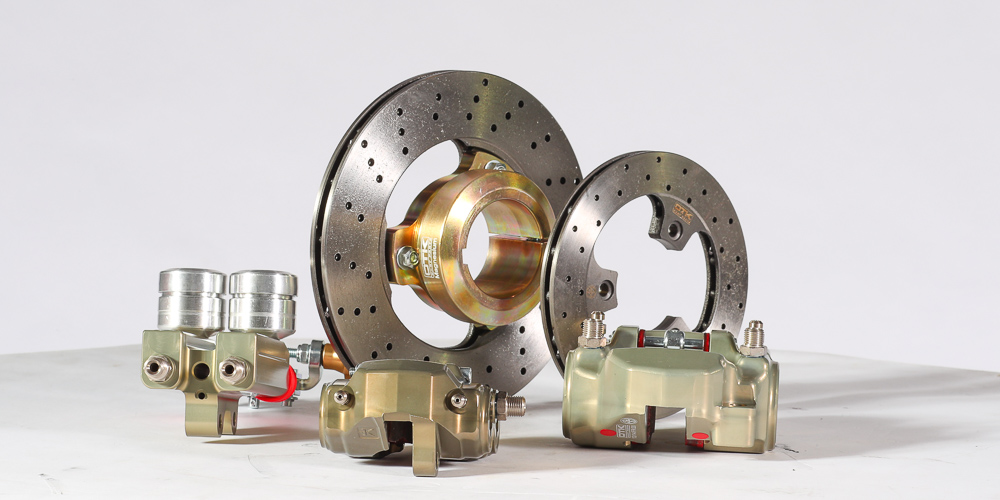
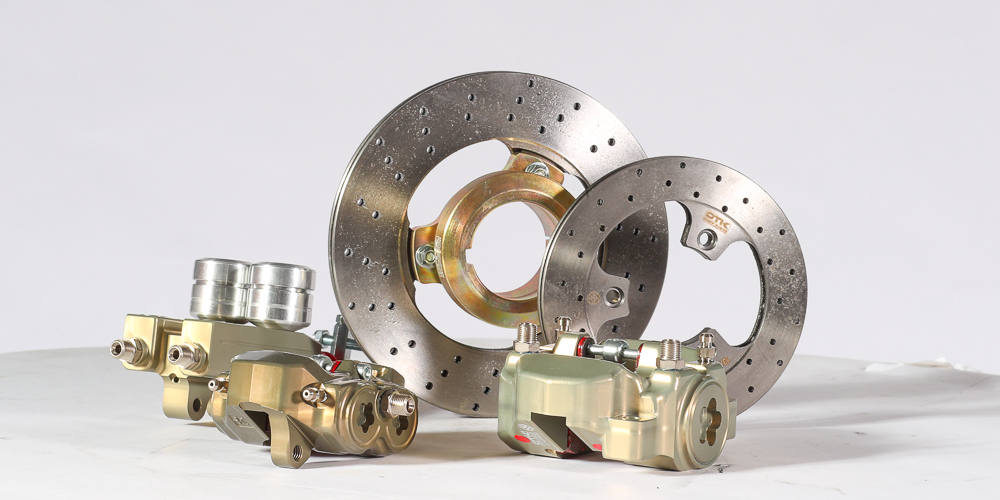
Il processo di realizzazione delle pinze dell’impianto BSD comincia dallo stampaggio dell’estruso in Ergal, che avviene con delle presse che superano le 100 tonnellate: il volume del pezzo di partenza in Ergal deve corrispondere al volume dello stampato finito. Per lo stampaggio vero e proprio si scalda il materiale fino a raggiungere lo stato pastoso, lo si inserisce nello stampo e, successivamente, lo si pressa su più stampi fino a ottenere un semilavorato. A questo punto si esegue un trattamento termico di invecchiamento, che consiste nel far raffreddare lentamente il componente per aumentarne le caratteristiche meccaniche e la durezza superficiale. Si tranciano le bave in eccesso e si passa alla lavorazione C.N.C.
Partire da un pezzo forgiato comporta diversi vantaggi, per primo quello di avere tutte le fibre del materiale allineate durante le varie fresature. Inoltre si asporta meno materiale durante la lavorazione, soprattutto nei punti critici e, non tagliando le fibre, si garantisce più resistenza meccanica e rigidità. Ciò ha permesso ai tecnici OTK di ridurre le dimensioni della pinza mantenendo inalterata la resistenza meccanica. Ciò si traduce, in pista, in una frenata più secca e una maggior stabilità di rendimento.