nessun risultato
Ricerche frequenti
"Assale"
"Gomme"
"Assetto"
"Caster"
"Sedile"
"Carburazione"
"Carburatore"
Ricerche frequenti
Tutti sanno che si fa; pochi sanno come. Preparare i motori da kart è “un’arte” piuttosto complicata che, se non ben eseguita, può determinare una perdita anziché un miglioramento delle prestazioni. Un aspetto importante e molto chiacchierato è la fresatura di luci e condotti di travaso e scarico, utile per rifinire ciò che in fase di produzione può non essere stato realizzato con precisione infinitesimale, come i componenti ottenuti per fusione (cilindri e carter), o gli accoppiamenti fra i vari componenti (i due semicarter, il carter con il cilindro, la canna del cilindro con il cilindro stesso nei motori con canna in ghisa). TM offre un servizio base di controllo e preparazione dei suoi motori molto utile e interessante.
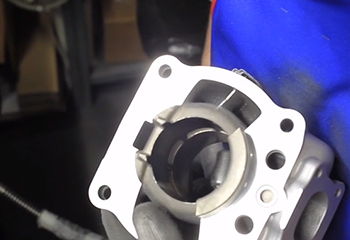
Il primo passo è lavorare il condotto di aspirazione nel carter, subito dopo il pacco lamellare. È importante sia eliminare irregolarità che possano frenare il flusso di miscela che arriva dal carburatore, sia creare una superficie interna con la giusta ruvidità. Non bisogna lavorarla a specchio, però, perché le leggi della fluidodinamica insegnano che superfici troppo lisce possono rompere le linee di flusso della miscela e creare turbini che riducono sensibilmente la portata (quantità) di aria e benzina. La levigatura dei condotti si fa con una punta allestita con carta vetro da 120.
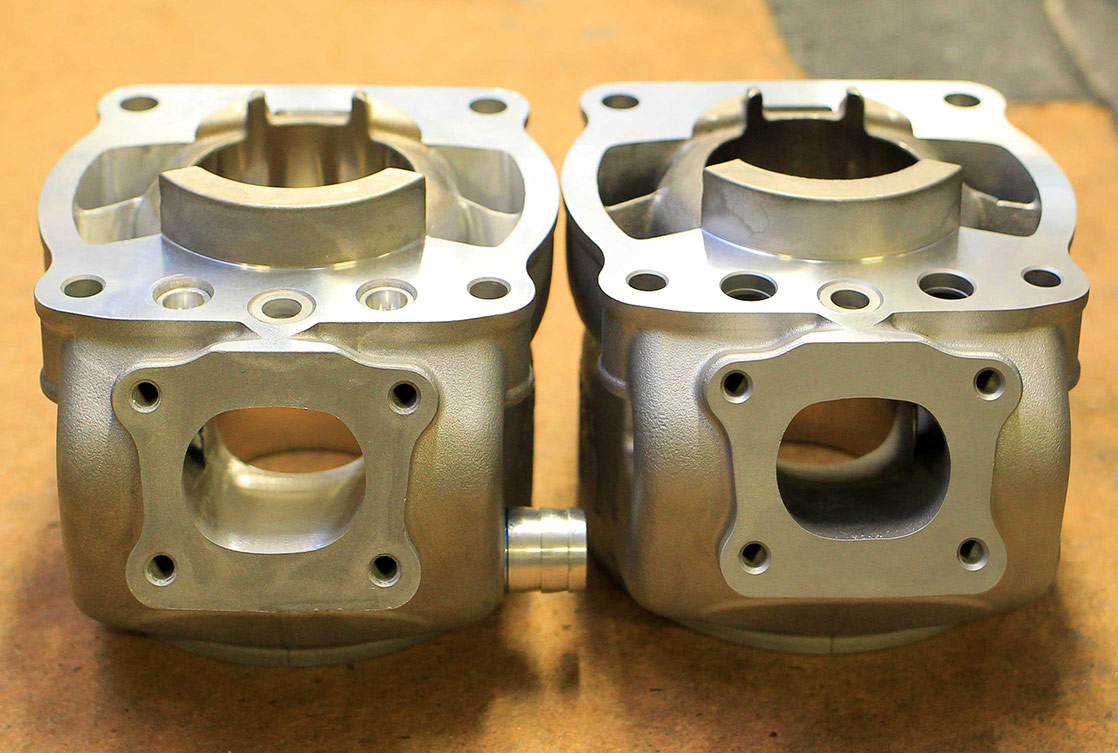
Si fresano tutti i passaggi percorsi dalla miscela, che dal condotto di aspirazione arriva al carter e sale dai travasi laterali e centrale (TT). Si interviene, quindi, sui punti di accoppiamento della canna del cilindro con il cilindro stesso, eliminando ogni scalino, e sulle paratie di separazione fra i travasi per renderli più fluidodinamici: la levigatura dà la ruvidità superficiale ideale per ottenere il massimo passaggio di miscela, con il minimo attrito, ma senza permettere il distacco della vena fluida (con conseguente turbolenza). Anche il condotto di scarico viene levigato, per favorire la fuoriuscita dei gas: un migliore svuotamento della camera di combustione aiuta il suo riempimento nel ciclo successivo. Attenzione: allo scarico, specie nell’OK-Junior, possono esserci dei gradini (di qualche millimetro) che ottimizzano le onde di pressione: non vanno eliminati! Le imprecisioni di accoppiamento, da eliminare, sono di pochi decimi di millimetro.
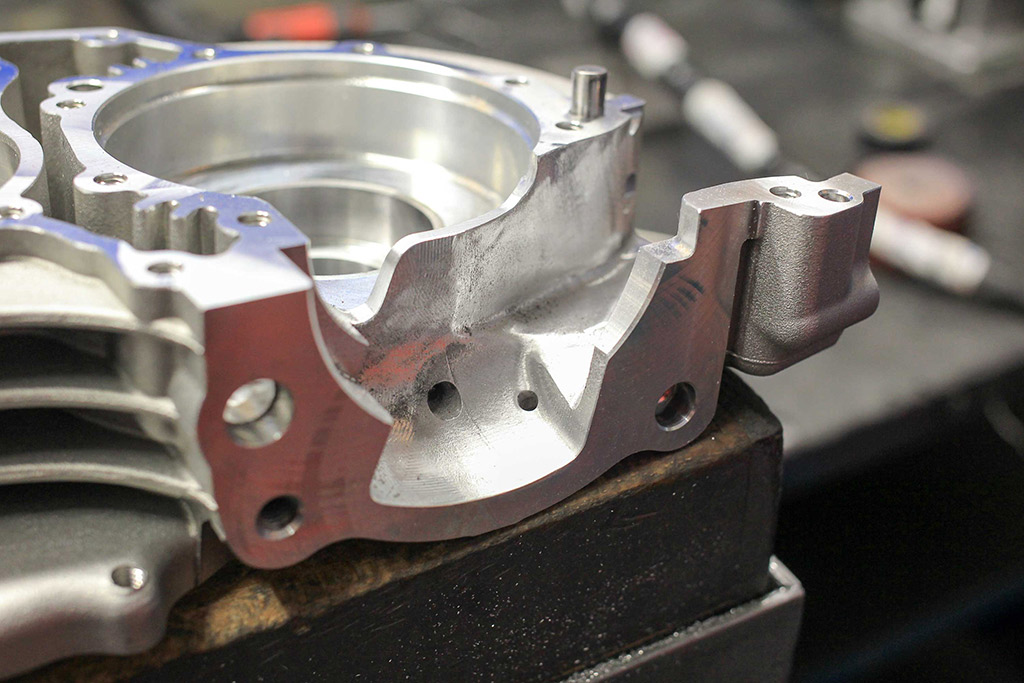
Si passa all’ottimizzazione dei profili delle luci di travaso e scarico, utilizzando punte diamantate sferiche. L’arrotondamento (minimo) dei profili delle luci evita il crearsi di eccessive turbolenze nel flusso di miscela (con conseguente riduzione di portata della stessa), e scongiura che la fascia elastica del pistone si incastri con il bordo della luce stessa. Questo può accadere, in particolare, nella luce di scarico, che è particolarmente larga: smussare lo spigolo vivo della luce riduce il rischio di incastro della fascia. Attenzione a non esagerare nello smussare: un eccessivo arrotondamento, infatti, determina una variazione dell’angolo di apertura delle luci stesse, con notevoli variazioni dei flussi di gas freschi e combusti nella camera di combustione e conseguente modifica (generalmente in peggio) delle prestazioni del motore.