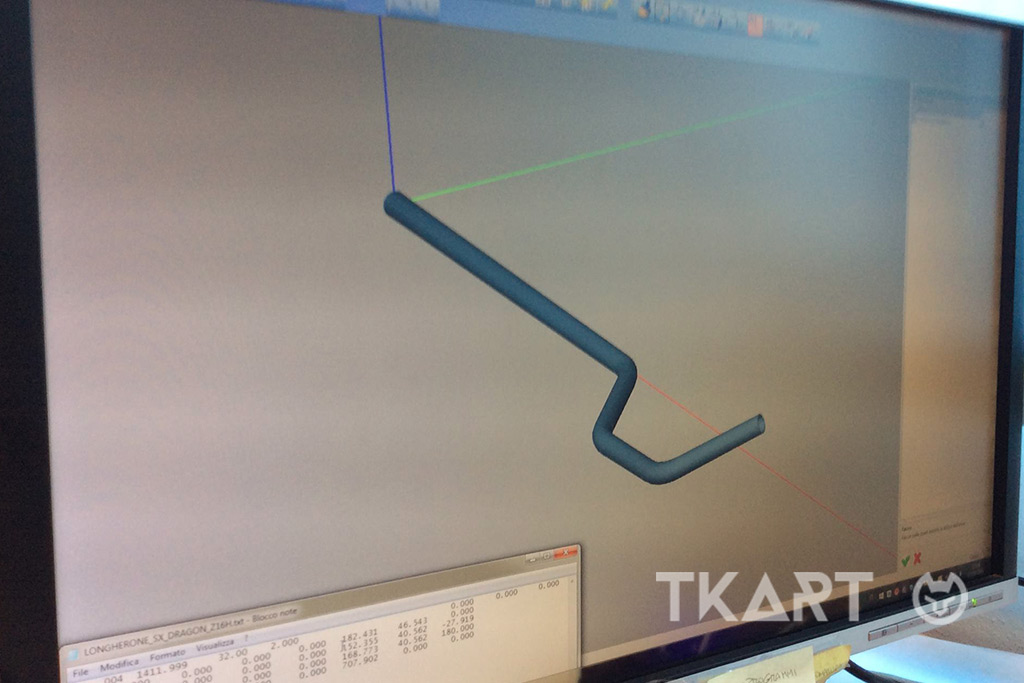
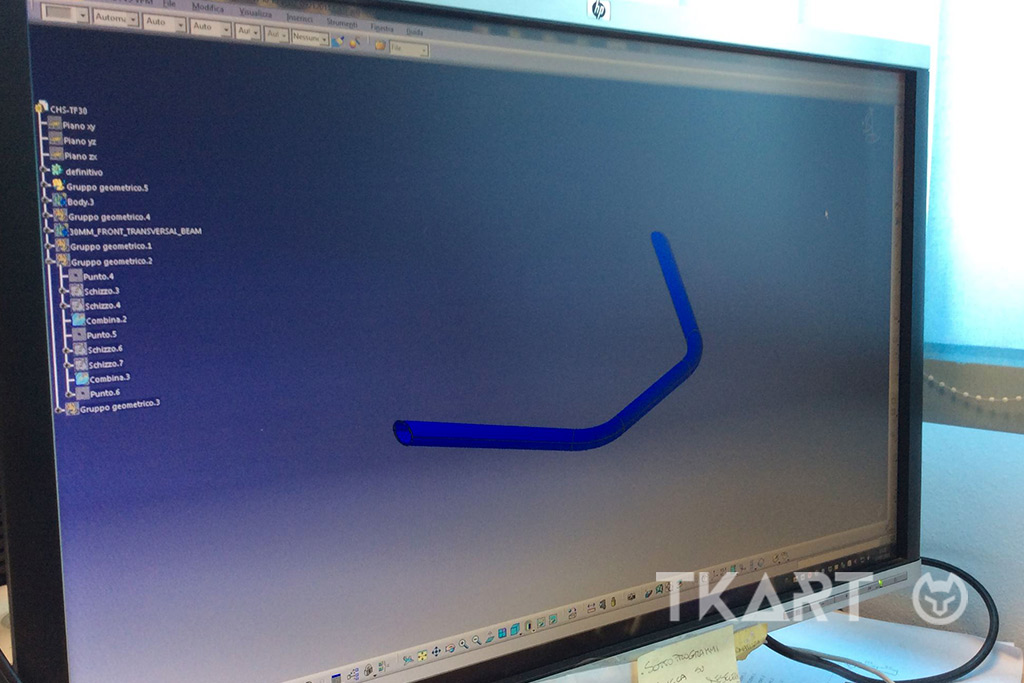
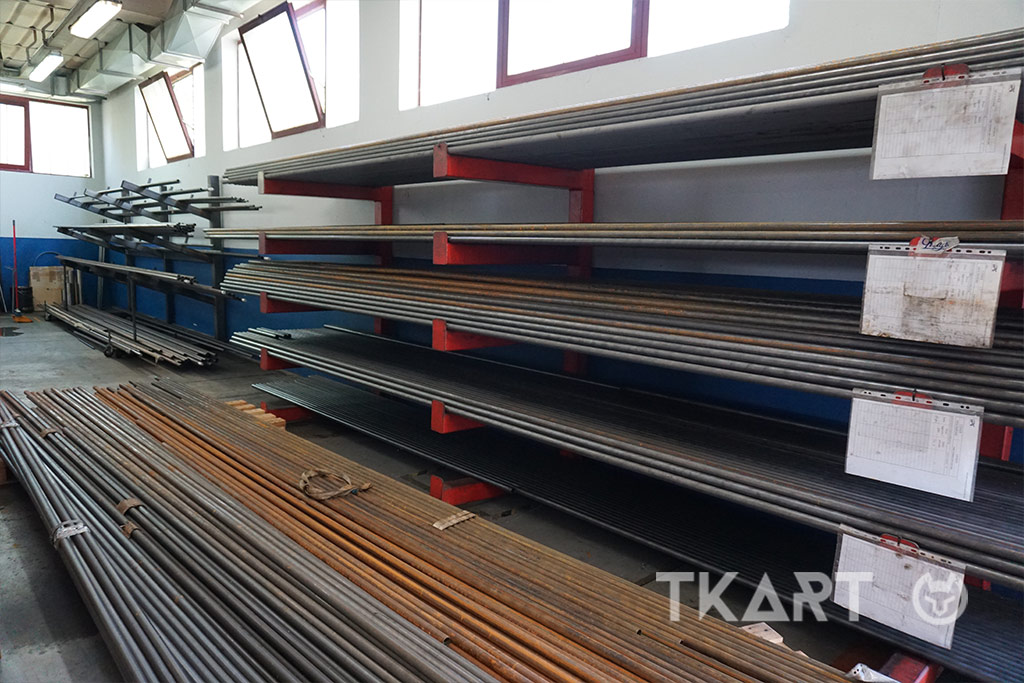
In passato tutto partiva da un’idea, da uno schizzo disegnato su un foglio che arrivava a concretizzarsi in un telaio vero, magari con curve non convenzionali. Oggi, più che il disegno della scocca, il parametro fondamentale sul quale si lavora è il materiale, studiandone le diverse caratteristiche e verificando la sua elasticità meccanica. Chiaramente, la fase del disegno della scocca non è scomparsa, anche se alla matita si sostituisce il PC e più che all’intuizione del costruttore (che comunque rimane) ci si affida ai dati raccolti dai test e le gare nelle maggiori piste internazionali. IPK, con i brand Formula K, Praga Karts, OK1 e, recentemente, RS, raccoglie molte informazioni utili in questo senso, soffermandosi in particolar modo sulla diversa risposta dei materiali a seconda della tipologia di gomme che si usano nei vari campionati. Sulla base di tutto questo si decide il materiale più opportuno da utilizzare e si definiscono le altre caratteristiche come il diametro dei tubi, il passo e tutte le quote che servono a sviluppare i primi prototipi da testare in pista.
Segue, quindi, un percorso fatto di prove, rapidi cambiamenti della dima di saldatura e delle misure di taglio, realizzazione di nuovi prototipi, test... e così via fino alla definizione del telaio finale. A questo punto si passa alla fase di omologazione, che permetterà di usare la nuova scocca nelle gare titolate CIK-FIA. Solo dopo l’OK della Federazione parte la produzione di serie, il cui obiettivo primario è creare lotti di produzione uguali tra loro mantenendo inalterata la qualità di ciascun telaio destinato ai clienti.