nessun risultato
Ricerche frequenti
"Assale"
"Gomme"
"Assetto"
"Caster"
"Sedile"
"Carburazione"
"Carburatore"
Ricerche frequenti
GUIDA ALL’ACQUISTO DEI CERCHI OTK KART GROUP (PER TONY KART, KOSMIC KART, LN RACING KART, EXPRIT…)

Una gamma di 7 prodotti destinati ai kart Racing Junior/Senior (sia Shifter sia Direct-Drive), ai MINI e anche al mondo Rental. Vi spieghiamo come nascono i cerchi dell’azienda italiana, quali sono le scelte costruttive operate dal suo reparto R&D e quale modello scegliere in base alle condizioni metereologiche e al grip offerto dalla pista
L’AZIENDA
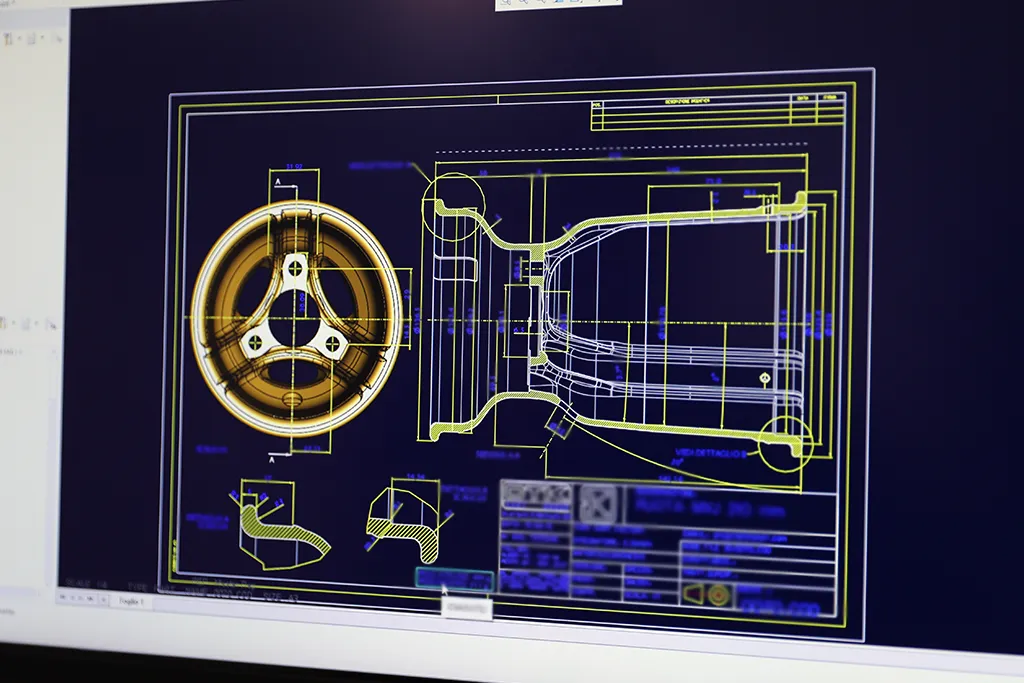
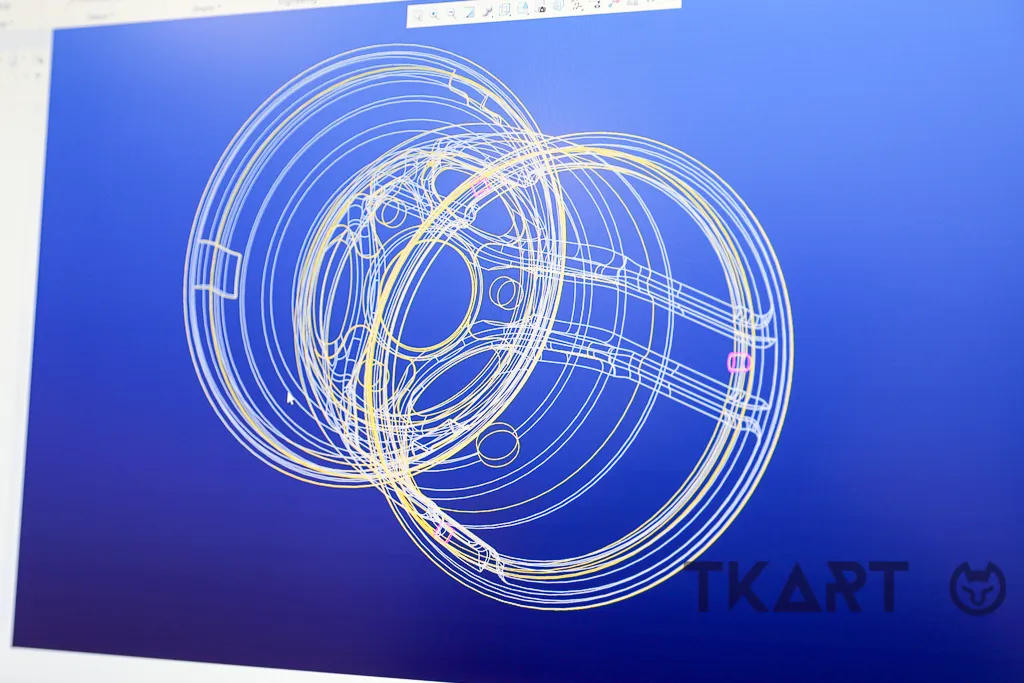
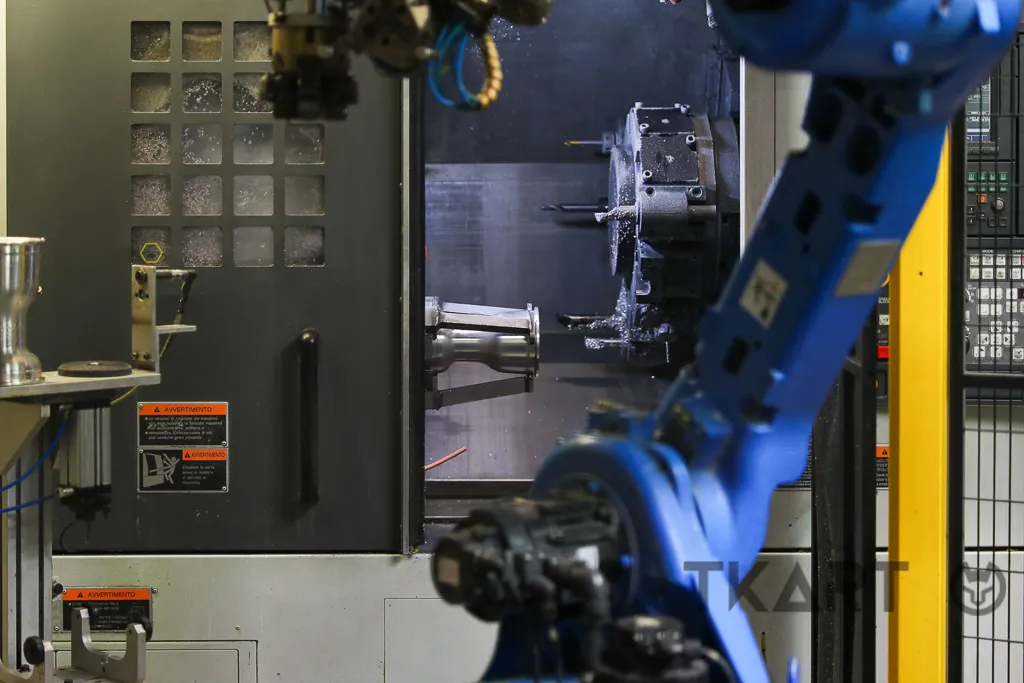
OTK Kart Group - con i marchi Tony Kart, Kosmic Kart, Exprit Kart, LN Racing Kart, Gillard Kart, EOS Kart, Redspeed Kart - è il costruttore leader per quanto riguarda telai e componentistica per Racing Kart (ma produce anche una linea di Rental Kart, Viper Kart). Per quanto riguarda la realizzazione dei cerchi, OTK Kart Group gestisce totalmente “in-house” le fasi di progettazione e lavorazione dei propri prodotti. La sola parte delegata a fornitori esterni è quella relativa alla fusione dei componenti grezzi e tutto quel che concerne i processi di trattamento finale. Entrambe le lavorazioni, però, vengono effettuate secondo le regole progettuali e gli standard produttivi imposti da OTK Kart Group stessa.