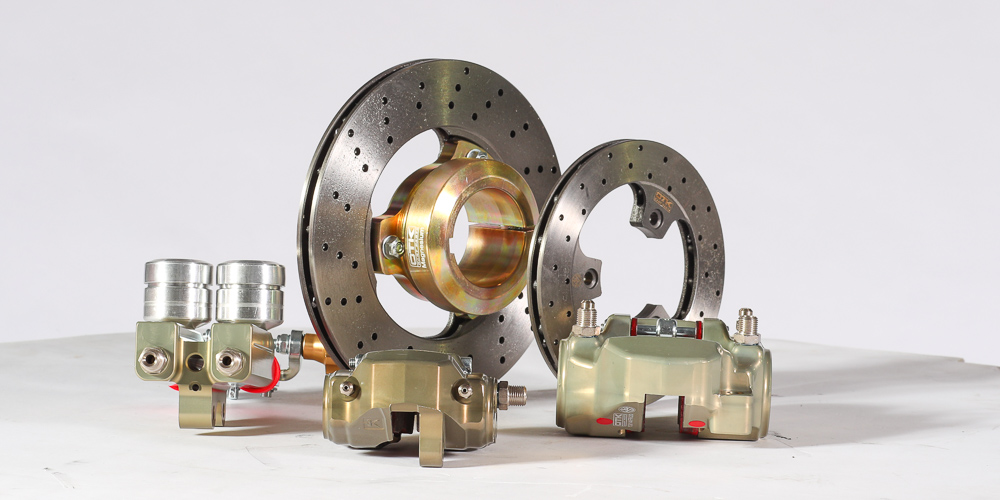
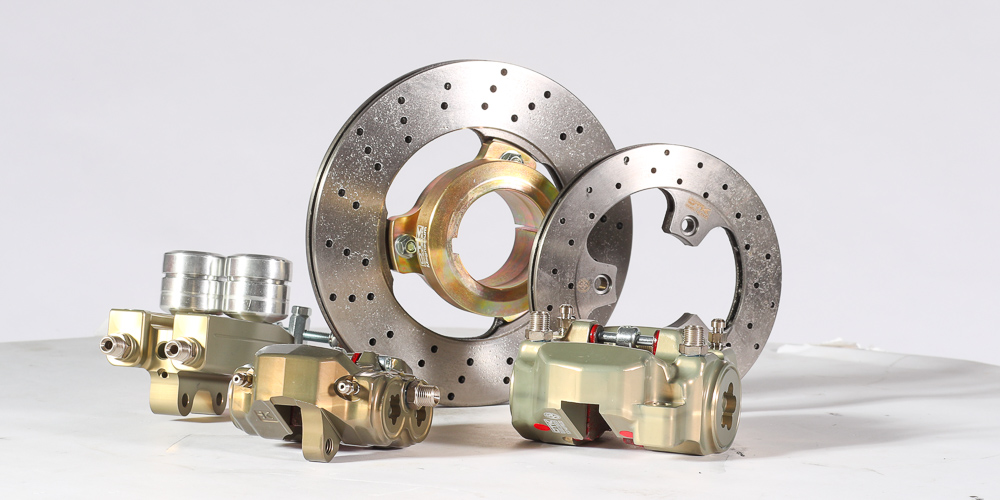
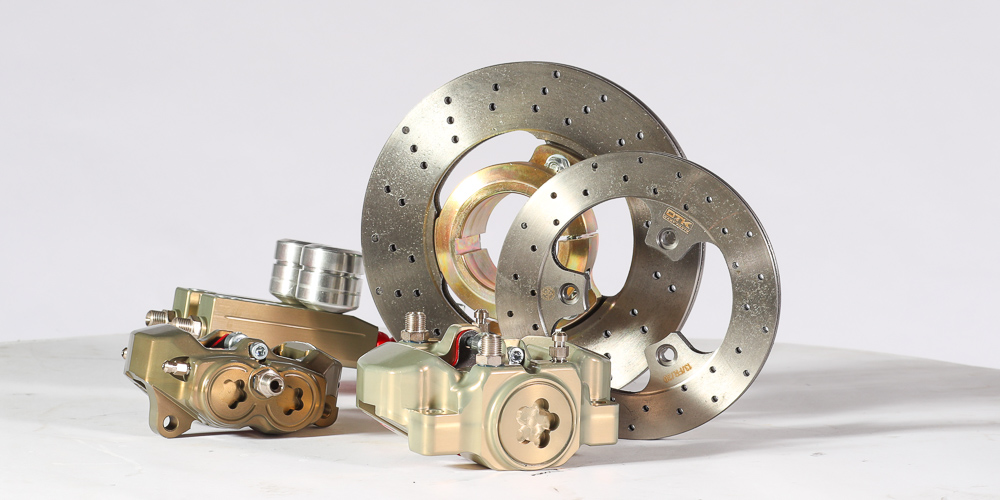
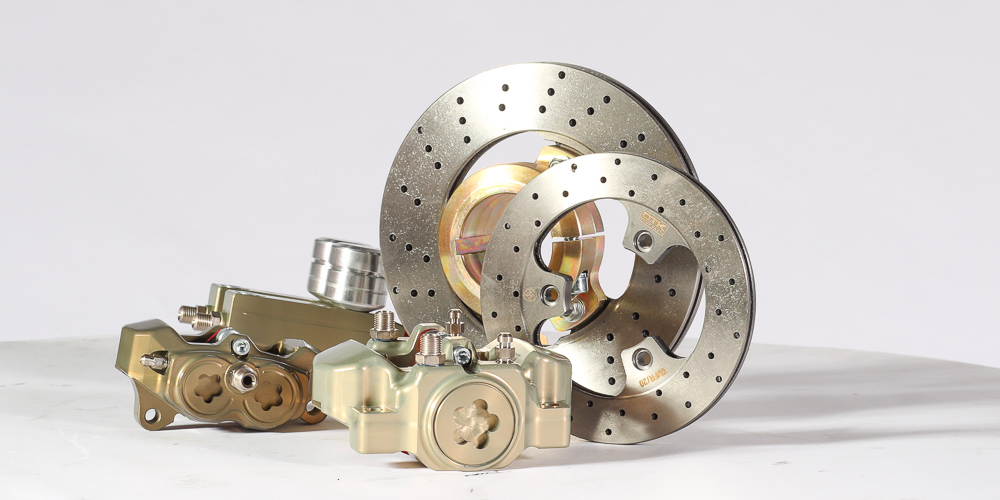
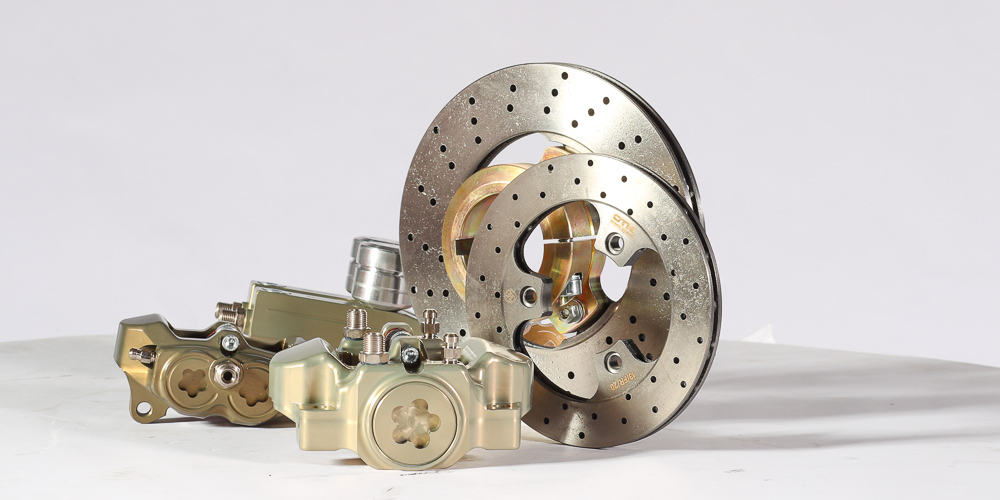
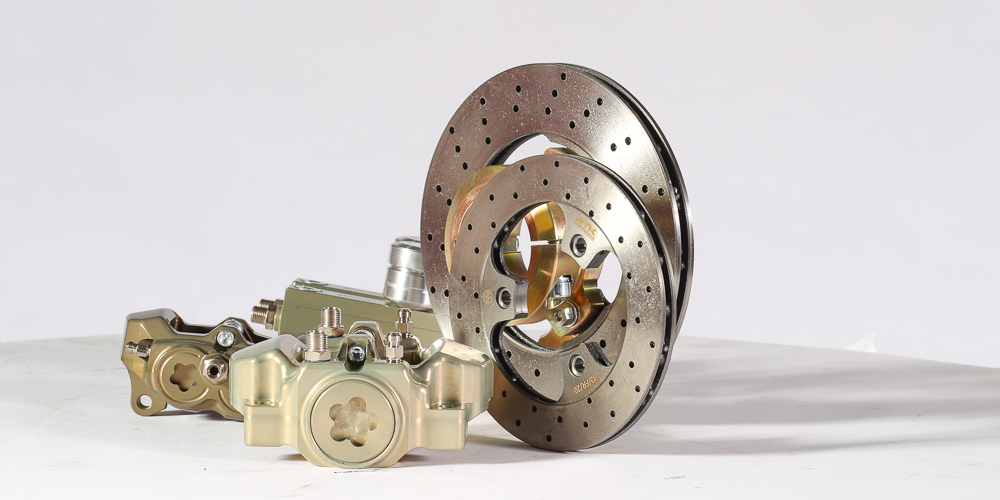
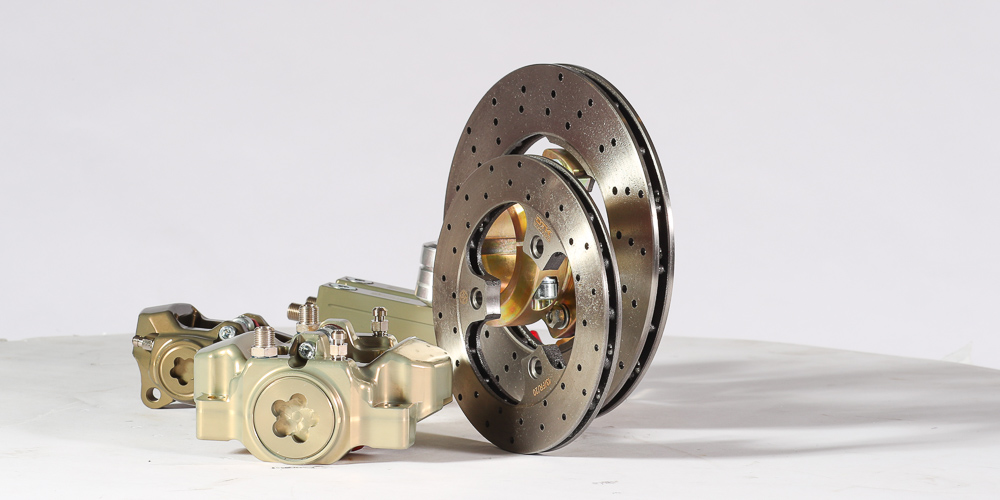
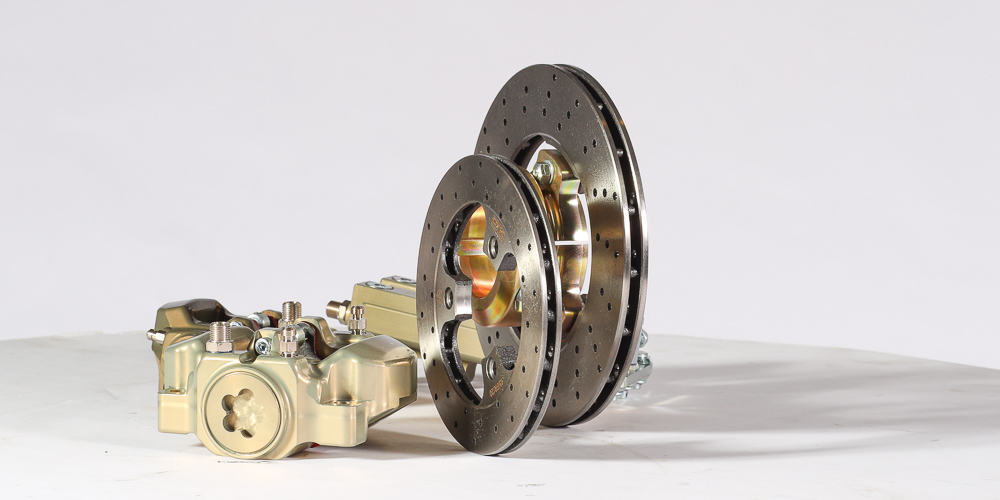
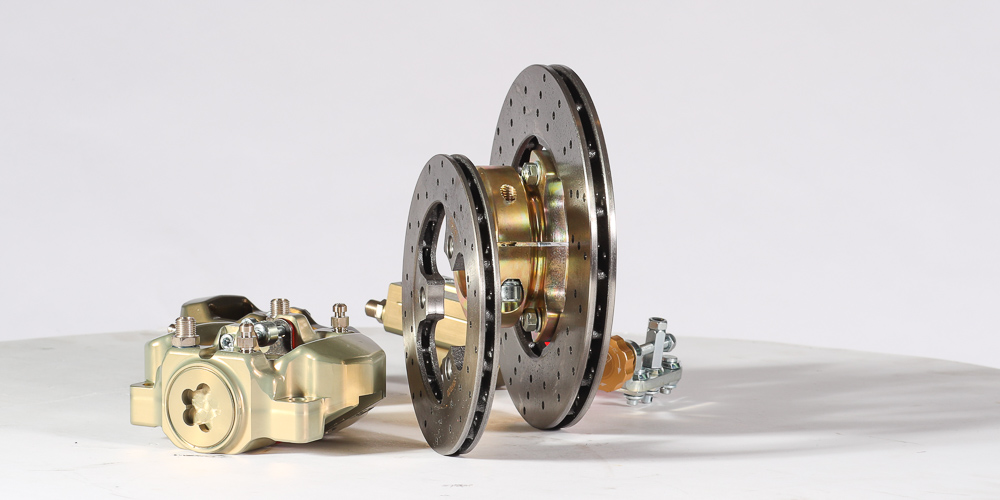
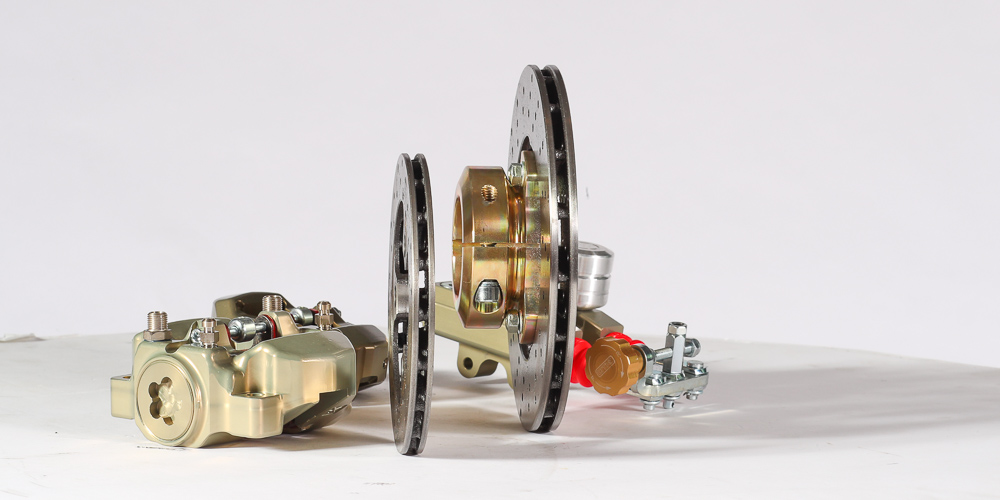
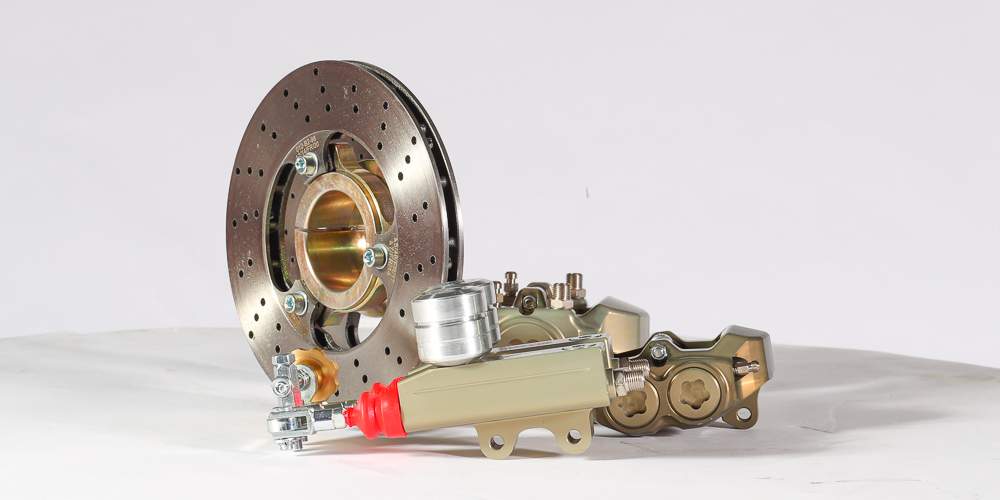
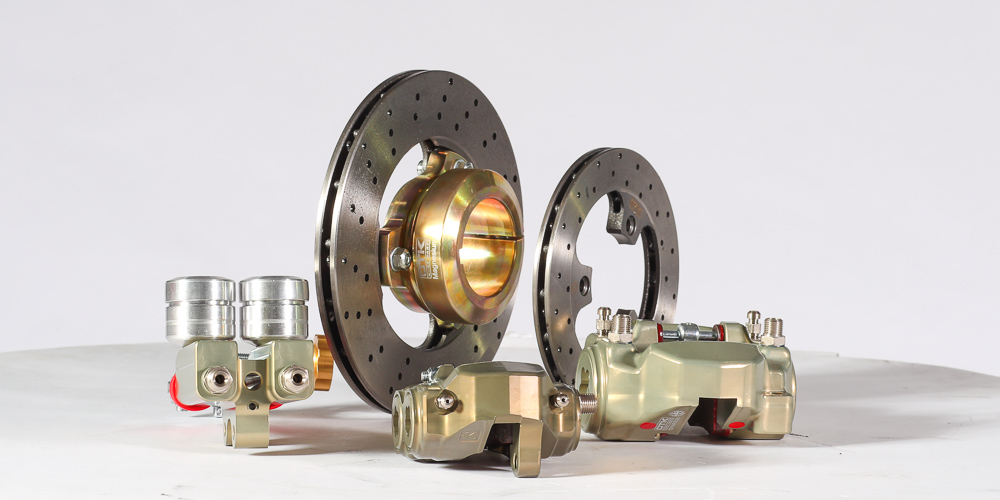
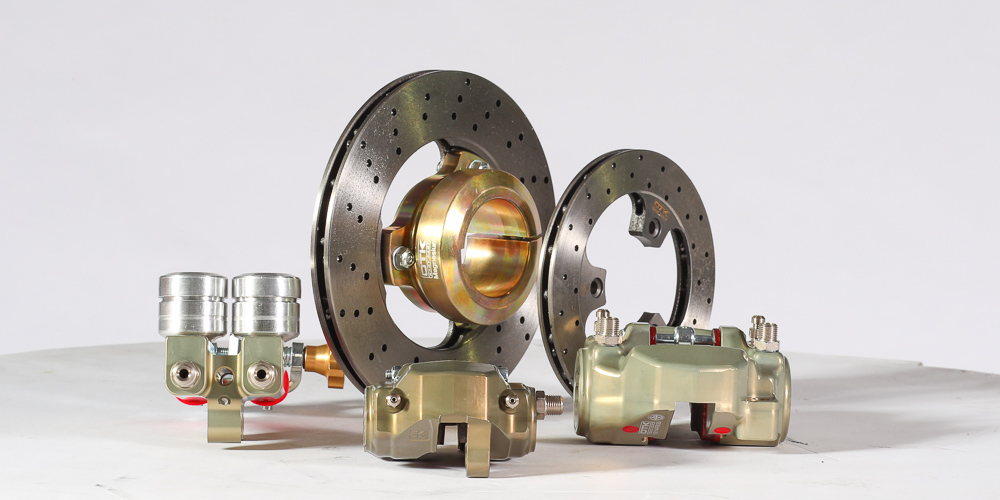
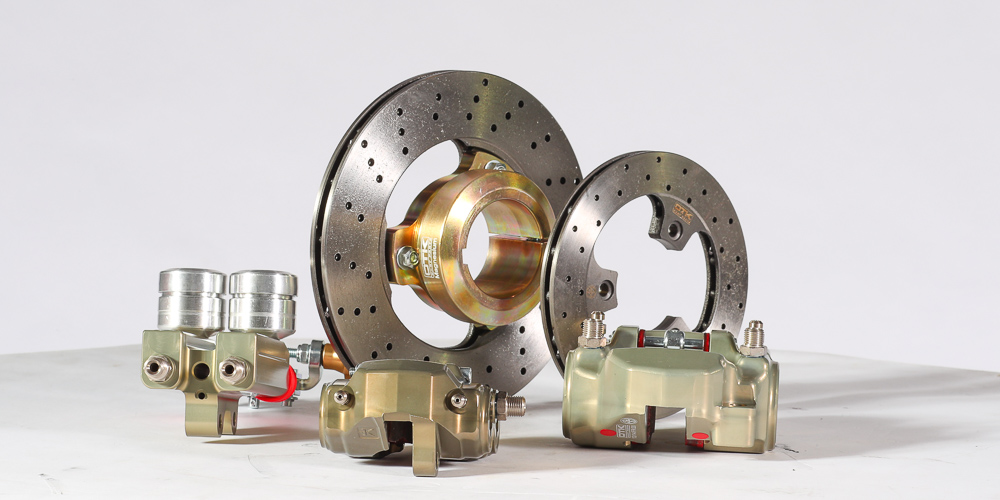
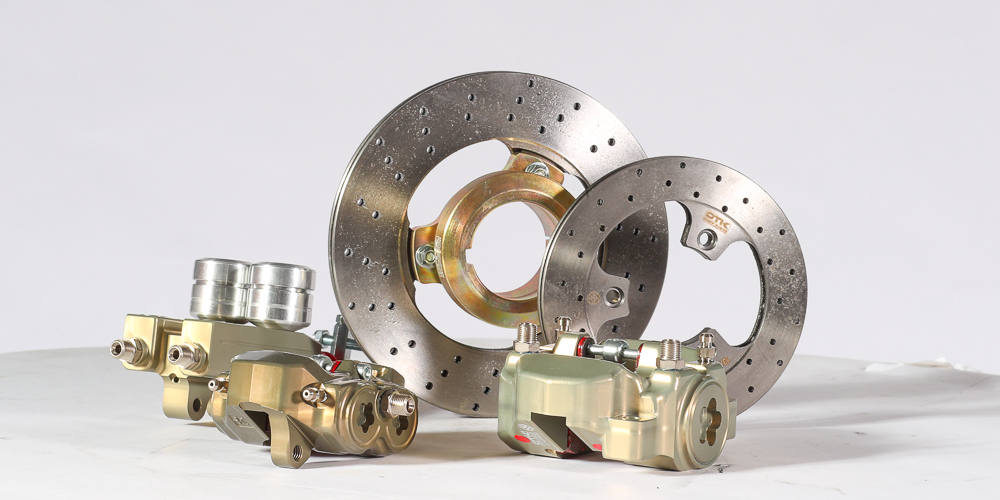
El proceso de fabricación de las pinzas del sistema BSD empieza con el moldeado del metal extruido de Ergal, que tiene lugar con prensas que superan las 100 toneladas: el volumen de la pieza inicial de Ergal tiene que equivaler al volumen de la pieza moldeada acabada. Para el moldeado en sí, se calienta el material hasta que alcance un estado pastoso, se introduce en el molde y, seguidamente, se prensa contra varias matrices hasta obtener un producto semielaborado. A continuación, se lleva a cabo un tratamiento térmico de envejecimiento, que consiste en hacer que la pieza se enfríe lentamente para que aumenten sus características mecánicas y su dureza superficial. Se recortan las rebabas excesivas y se pasa al mecanizado C.N.C.
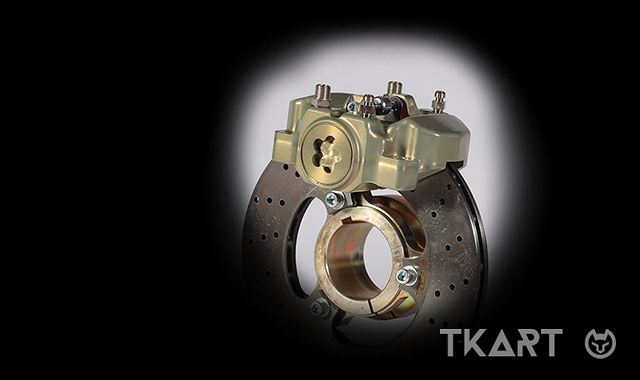
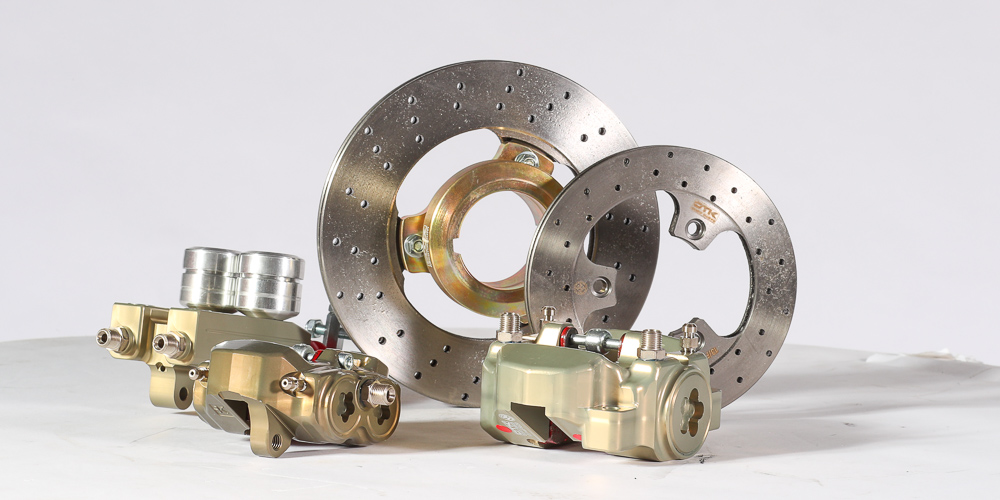
Empezar por una pieza única forjada conlleva varias ventajas, la primera de todas, que durante los distintos fresados se trabaja con todas las fibras del material alineadas. Por otro lado, se arranca menos material durante la elaboración, sobre todo en los puntos críticos y, no cortando las fibras, quedan aseguradas una mayor resistencia mecánica y rigidez. Ello ha permitido a los técnicos de OTK la reducción del tamaño de la pinza conservando la misma resistencia mecánica. Lo cual supone tener, en la pista, una frenada más seca y un rendimiento más estable.